Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz
 Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 













 Business Unit Perfect Welding
Business Unit Perfect Welding
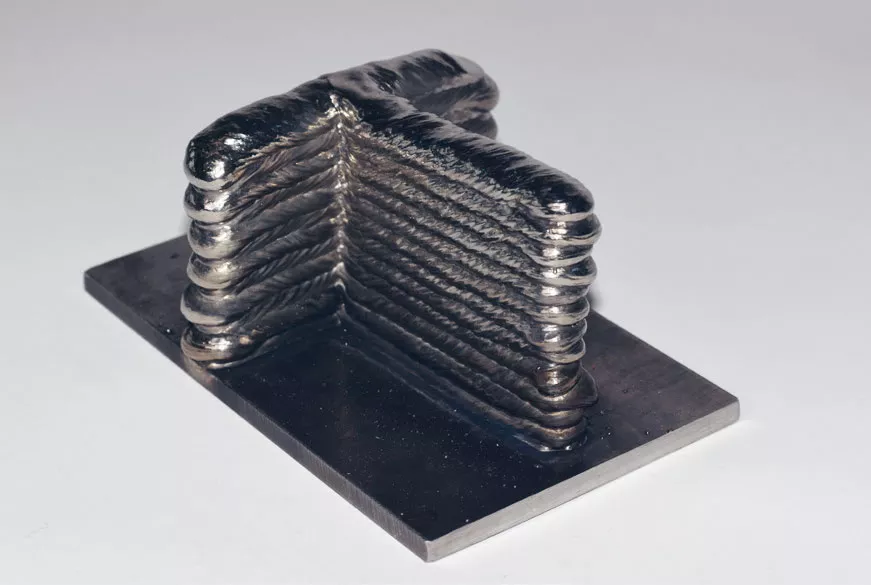
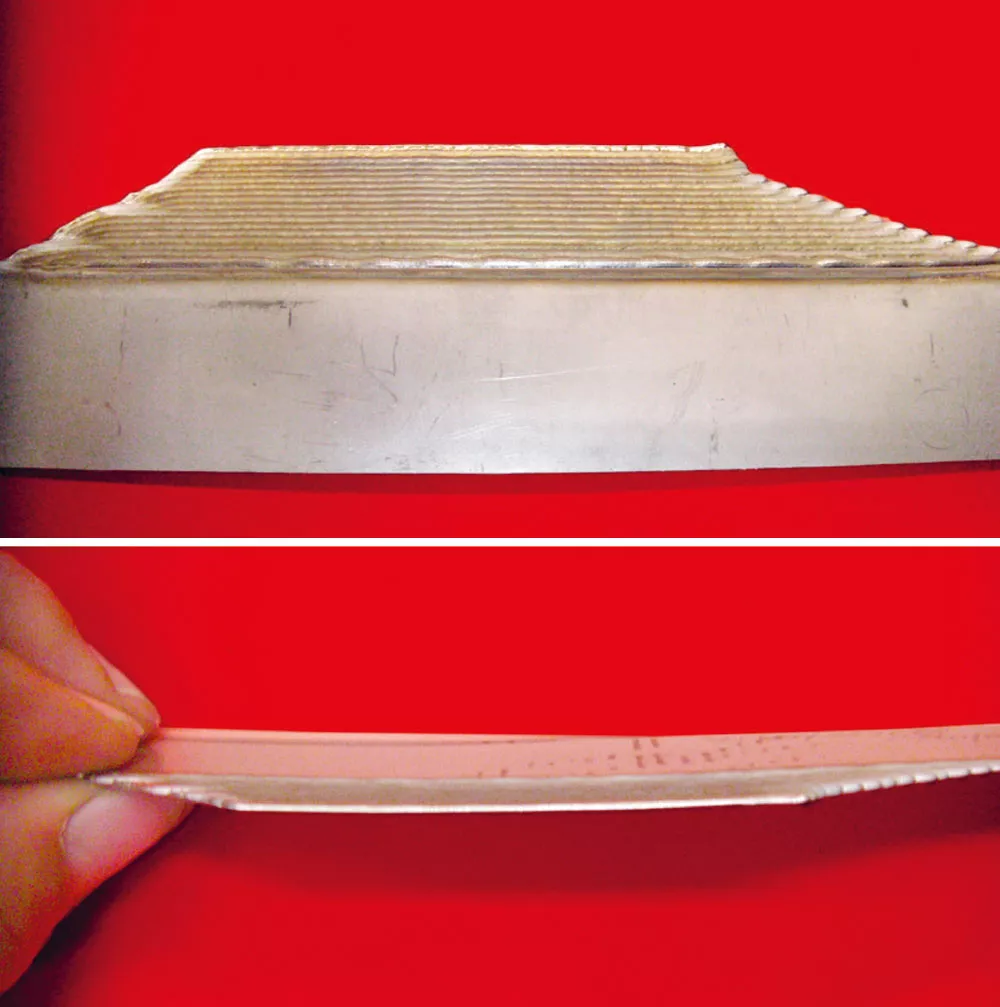
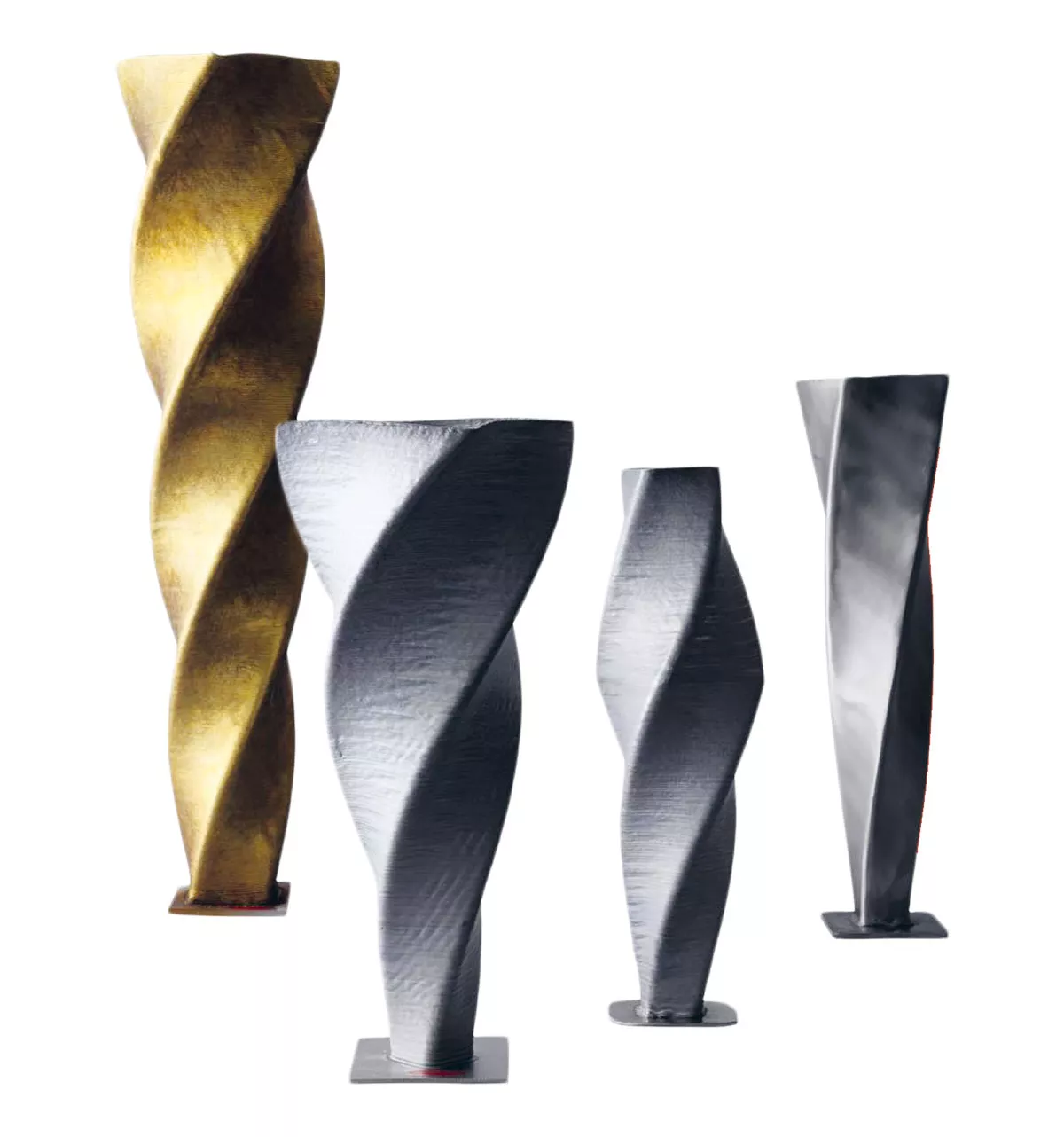
Die additive Fertigung ist unter dem Begriff 3D-Druck in aller Munde. Immer mehr Bauteile und Waren lassen sich damit schnell und preisgünstig herstellen – auch aus Metall, wie beim sogenannten Wire Arc Additive Manufacturing (WAAM). Das Lichtbogenverfahren bietet für zahlreiche Anwendungen deutliche Zeit- und Kostenvorteile. Besonders geeignet dafür: der „kalte“ Fronius-Schweissprozess CMT.
Fronius Worldwide
-
 مصر
مصر
-
 الأردن
الأردن
-
 الكويت
الكويت
-
 لبنان
لبنان
-
 سلطنة عمان
سلطنة عمان
-
 دولة قطر
دولة قطر
-
 المملكة العربية السعودية
المملكة العربية السعودية
-
 South Africa
South Africa
-
 الإمارات العربية المتحدة
الإمارات العربية المتحدة
International Websites